The Moment OK Became Not OK
February 18, 2026
The Moment OK Became Not OK: Connecting daily huddles to real root cause in complex systems
By Swathi Mohan
I was notorious for losing things when I was a kid. Something as simple as stationery, to something as important as mobile phones. Name it, and there was a good chance I had lost it.
Whenever I lost something, my father would ask me the same question.
When did you remember using it last?
At the time, it felt like a simple parenting question. Later, when I started learning problem solving as a young engineer at Toyota, one critical step struck a deep chord with me.
Point of occurrence.
I could almost hear my father’s voice again.
Because the point of occurrence is exactly that moment. The point where the OK became not OK. The moment the problem was created, not the moment it was discovered.
And that is where most problem solving in manufacturing quietly fails.
We often solve problems from a distance. A defect escapes, and the response is predictable. Add an inspector. Add a second check. Add a log. Add a spreadsheet. Add a label. The system becomes more controlled on paper, while the process that actually creates the defect remains untouched.
This is where it helps to think like an engineer.
Imagine an X Y graph.
The X axis is the time between when a signal appears and when investigation begins.
The Y axis is the distance between where the problem is discussed and where it actually occurs.
The closer you are to the origin, the higher the probability you are to solving the real problem.
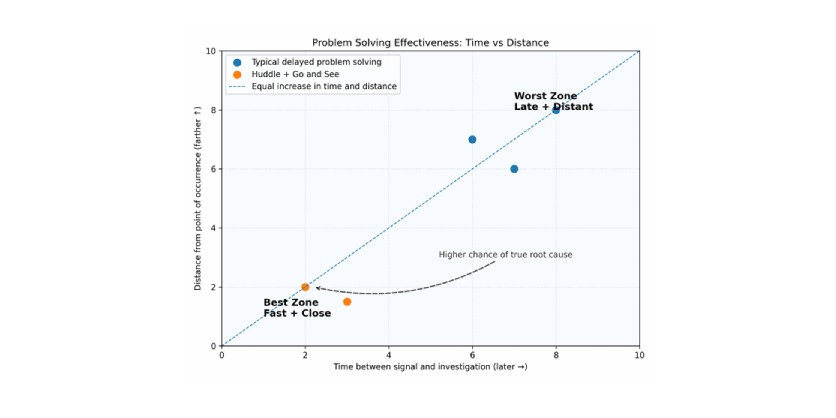
This is why daily huddles matter. A good huddle compresses time. It pulls weak signals forward, before they become downtime, defects, or customer complaints.
But huddles alone are not enough.
To reduce distance, you need go and see. You need to stand where the OK became not OK.
In manufacturing, where mechanical, electrical, controls, and human factors interact, solving from a distance is not just inefficient. It is technically risky. Context disappears quickly. The system changes. The evidence resets.
Huddles reduce time.
Go and see reduces distance.
Together, they move problem solving back to where it belongs. At the point of occurrence.
For automation and controls teams, this matters even more. A fault code rarely tells the full story. The real cause often lives in the interaction between mechanical wear, sensor positioning, cycle timing, and operator workarounds. If investigation starts too late or too far away, the system has already returned to normal and the evidence is gone. That is why the fastest problem solving teams are not the ones with the best dashboards. They are the ones that reduce time and distance before the problem disappears.
Will your next root cause be found in minutes at the machine, or days later in a meeting room?
Key Note from the Author

Swathi Mohan, Founder of Leanacle Inc
Still unsure about the impact of shop floor engagement? Try this simple yet powerful exercise: Take just 10 minutes today to ask each of your team members, “What’s one thing that could make your work easier or more efficient?” Don’t offer solutions, just listen. By the end of the day, you’ll likely have at least one actionable idea that can drive meaningful improvement. If that’s the case, imagine what could happen if you tapped into the ideas and insights from every employee across the shop floor. The potential for improvement is right in front of you—waiting to be unlocked.
Swathi is a former Toyota engineer and founder of Leanacle, where she helps automotive SMEs unlock “profit-boosting efficiency.” She says her clients have seen up to 30% revenue growth in just 90 days by leveraging her expertise in uncovering hidden opportunities on the shop floor.
More Information
Related Stories from Swathi Mohan
From Suits to Steel-Toes: Why Shop Floor Harmony Builds Manufacturing Gold
Tariffs – Can You Look Within?
The Evening After the Storm, The Huddle Before the Shift—What is Common?
Why You Should Air Your Dirty Laundry in Public… In a Manufacturing Environment
The Broom: The Unexpected Lesson That Shaped My Approach to Manufacturing
Don’t Serve Before Tasting: A Lean Approach to Gated Management for SME Product Launches